


What is a Conveyor?
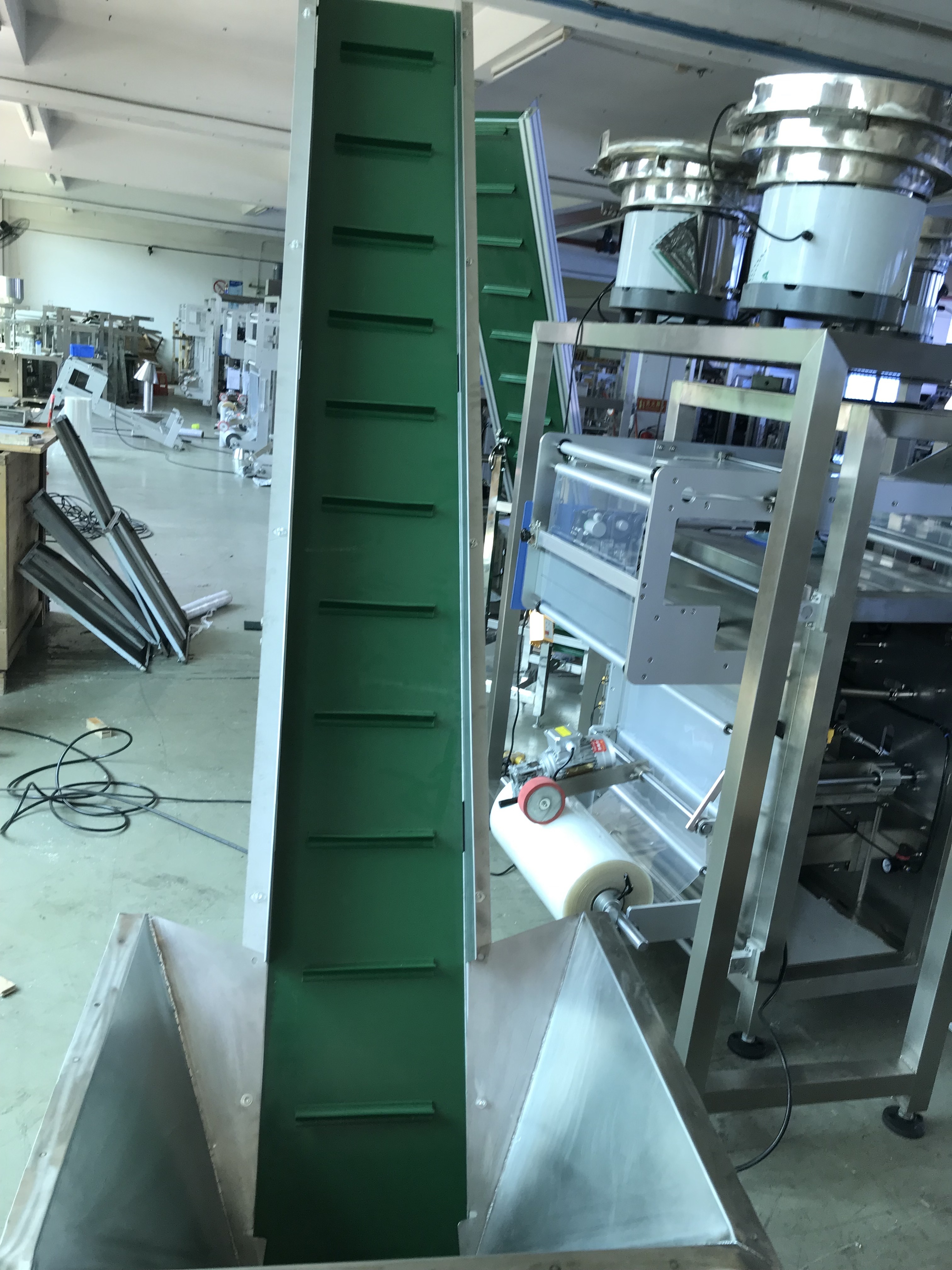
A conveyor is a mechanical device or system used to transport items, materials, or goods from one place to another in a controlled and efficient manner. It consists of a continuous moving surface or belt that carries objects along a predetermined path, allowing for automated and smooth transportation within various industries and applications.
Conveyors are widely used in manufacturing, distribution centres, warehouses, and other industries to streamline processes, increase productivity, and reduce manual labour. They come in various types, sizes, and configurations to suit different needs, including:
-
Belt Conveyors: These use a continuous looped belt to move items. They are versatile and can handle a wide range of materials, from small parts to heavy bulk items.
-
Roller Conveyors: This type utilizes rollers mounted on a frame to move objects. They are often used for transporting items with flat or uneven bottoms.
-
Chain Conveyors: Chains or chain-driven belts are used to move items along the conveyor path. They are suitable for heavy-duty applications.
-
Screw Conveyors: These consist of a helical screw blade that rotates to move materials along the conveyor path. They are commonly used for transporting bulk materials such as grains, powders, and liquids.
-
Gravity Conveyors: These rely on the force of gravity to move objects along a downward slope. They are useful for simple and low-cost transportation.
-
Pneumatic Conveyors: These use air pressure to transport materials through pipes or tubes, often used for moving powders or granular materials.
-
Overhead Conveyors: Items are suspended from an overhead track or chain, allowing them to move above the ground, saving floor space.
-
Magnetic Conveyors: These use magnets to move magnetic materials along a conveyor path.
Conveyors can be found in a wide range of industries, including manufacturing, food and beverage processing, automotive, mining, logistics, and more. They offer advantages such as increased efficiency, reduced manual labour, improved safety, and the ability to handle various shapes and sizes of items. Conveyors can be customized and integrated into larger systems to create efficient material handling solutions.